
Carver Pump (Carver) in Muscatine, Iowa, has been one of the world’s leading centrifugal pump manufacturing companies since 1938, building pumps to the most demanding engineering specifications and military standards. Its product line includes horizontal and vertical end suction, multistage, axial split case, self-priming, API and solids-handling pumps, all made to provide lasting value from superior, straightforward designs. From an applications standpoint, Carver has traditionally built pumps for water, oil, and chemicals for both the public and private sectors.

The company, which is International Organization for Standardization (ISO) 9001:2008 certified, has stayed at the top of its industry by continually searching for and implementing the latest and best design, engineering and manufacturing technologies. Recently, Carver implemented a design technology breakthrough - three-dimensional (3D) Inverse Design methodology - by incorporating TURBOdesign1 software by Advanced Design Technology (ADT). TURBOdesign1 is a unique aerodynamic and hydrodynamic 3D design package for all types of turbomachinery blades such as pumps, compressors, fans, turbines and torque converters.
The 3D Inverse Design approach enables users to describe loading criteria then output a blade design based on those criteria, which is essentially the reverse of how most other computer-aided design software systems for turbomachinery work.
By using 3D Inverse Design methodology, Carver cut design times while increasing its pump product line efficiencies as well as its range of possible product offerings.
Carver wanted to make its products even more competitive by expanding its RS multistage ring section pump offerings with increased efficiencies. Carver’s RS series was designed for moderate to high pressure pumping and is available in five basic sizes with overall performance to 1,000 horsepower (HP). The RS series is now offered with American national Standards Institute (ANSI) 300 lb. inlet flanges and ANSI 600 or 900 lb. discharge flanges, depending on the pressures and number of stages involved. Either way, hydraulic performance extends to 1,400 gallons per minute (GPM) and 3,400 feet total dynamic head (TDH), which surpasses that of all comparable pump types and makes it ideally suited for the most demanding industrial and process services.
“Carver Pump used the ADT software to speed development of impeller, diffuser and return vane sets for expanding its family of RS multistage ring section pumps,” said Mark Post, Chief Operating Officer for Carver Pump. “Exceptional efficiency, good suction performance and stable off-design performance were required for this family of pumps.”
Carver had used TURBOdesign1 for many years. Initially, it took just three months to learn how to quickly set up and run new studies and to understand how to achieve the desired results. From an operations standpoint, TURBOdesign1 was cost effective because it ran well on Carver’s existing computer systems that already were running CFD software.
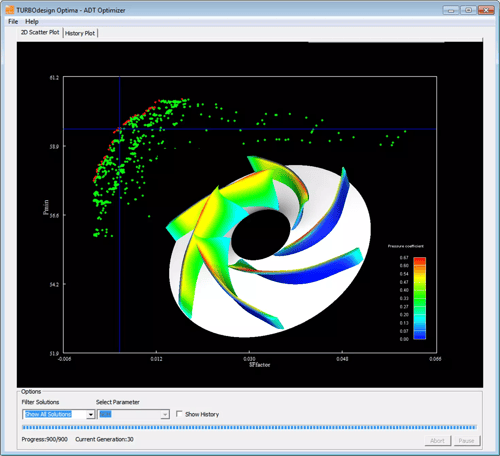
Carver’s experience with TURBOdesign1 indicated it would be a useful tool for quickly developing and evaluating various new design approaches. The availability of ADT’s TURBOdesign Optima module, made it possible to identify optimal design options and make the best decisions for trading off performance features such as efficiency and suction.
Prior to using TURBOdesign1, designs were developed using another software package that did not utilize the 3D Inverse Design approach. Instead, the methodology was to develop a preliminary meridional profile and blades based on rough calculations and empirical data, perform CFD analysis and adjust the geometry until satisfactory results were obtained. The recursive nature of that design process and the amount of time required to run a CFD analysis limited Carver’s opportunities to fully explore all design options for most applications.
Post’s team used TURBOdesign1 and TURBOdesign Optima exclusively for its RS multistage ring section pump designs. TURBOdesign1 computes the 3D blade geometry for a given distribution of blade loading and blade normal thickness, therefore specifying blade loading that gives direct control over the 3D pressure distribution and the spanwise work distribution. It also allows for direct control of the 3D flow field and enables designers to explore a large part of design space efficiently leading to breakthrough designs that result in significant performance improvement as well as reduction in design and development times.
Used in conjunction with TURBOdesign1, TURBOdesign Optima is a fully integrated automatic optimization platform for the design of turbomachinery blades subject to multi-point and multi-objective design objectives. The program supports design of experiments, Response Surface Model (RSM) and Multi-Objective Genetic Algorithm (MOGA) optimization.
For the development of the RS multistage ring section pump designs, the Carver team first decided on a good, known meridional shape and blade loading. To make the choice of initial loading distribution, Carver’s team had the choice of drawing from their own experiences or using guidelines provided in the TURBOdesign1 Application Manual. Next, they specified the stacking condition in TURBOdesign1 and then used TURBOdesign1 to compute blade shape. The program allowed for graphical monitoring of the blade shape during the computations process. The last step in TURBOdesign1 was to run it through the postprocessor for information on the blade shape and 3D inviscid flow field. It was also possible to compare to different blade geometries in detail in terms of wrap angle, section shape, blade angle, thickness and meridional shape.
Carver used TURBOdesign Optima to fine tune the meridional shape and blade loading by optimizing efficiency and suction performance. Then they again used the system’s post processor with blade loading, velocity and pressure plots for evaluating the design.
Optimum blade loading for a particular application is quite general and can be easily applied. Afterward, the results of design optimization studies can be easily implemented in a design database to later be transferred between different design teams or to help train new designers.
“We also used TURBOdesign1’s compare feature to weigh the pros and cons of competing designs,” added Post.
TURBOdesign1 does not rely on empiricism, and, hence, it is easy to train new designers who can become productive quickly. With TURBOdesign1, typical performance improvements of the order of two to three percentage points can be obtained over the best so-called state-of-art designs.
According to Post, by using TURBOdesign1 and its TURBOdesign Optima module, Carver also saved time. Where their original design method took approximately two months of engineering time, by using TURBOdesign1 and TURBOdesign Optima, they cut the RS multistage ring section pump product development time to four or five weeks. This is because, using TURBOdesign1 eliminated two weeks of design time, and using TURBOdesign Optima cut out an additional one to two weeks.


More importantly, the company has since increased sales through improved design efficiency as each design that saves a few percentage points of efficiency over an older design method makes Carver’s product offering much more competitive.
“A complement to this is that we can pursue more business that pushes the envelope because we know we can consistently develop reliable hydraulic designs,” said Post. “In essence, the big gain for Carver Pump is potential revenue growth through new products."